
多色成形とは、異なる樹脂や材料を組み合わせて一体化する工法です。
一般的な射出成形に比べ金型設計が難しく、加工や材料選択などのノウハウを必要とします。
中日クラフトでは成形が難しいプラスチック材料、環境対応プラスチック材料にも対応する成形技術を有しています。
またプラスチック成形品の高付加価値化の取り組みとして、ヒート&クール成形技術を導入し、ウェルドレスの商品開発も実施しております。
プラスチックの加工法には以下のように、さまざまな手法があります。
この中で最も一般的なものが射出成形法と呼ばれる加工方法で、中日クラフトも射出成形による加工を得意としています。
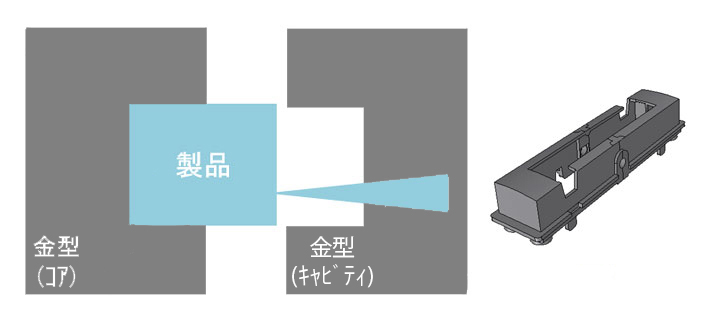
一般的な金型での成形方法となります。
金型構成は固定側及び可動側のみの1対の構造です。
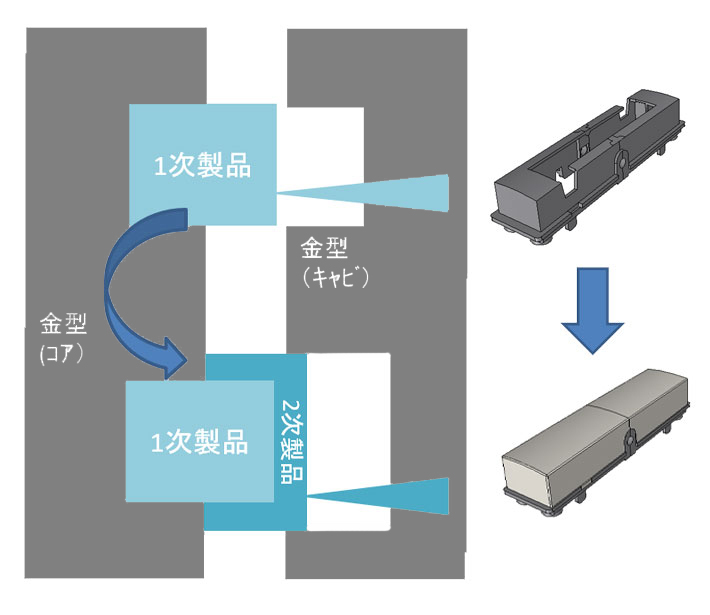
2色成形とは、異材質を組み合わせて一体成形する事です。
初めに1次側となる部分を成形し、同一金型内で2次側となる部分を1次側と一体で成形します。
また密閉性、防水性、防塵性を高める等の機能を付加することが可能です。
金型としては、単色成形に対して、2つ必要となり、可動側が入れ替わる事で交互成形をします。
弊社では、独自の金型構造などによりコスト削減や品質向上をご提案しています。
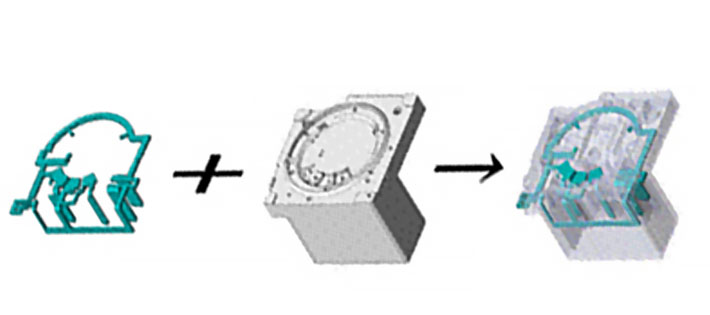
インサート成形とは、インサート部品(金属部品など)を挿入し、金属部品とプラスチックを一体成形する工法です。
インサート成形を行うによって、『組立工数の削減』や『耐久性、接合強度の向上』といったメリットがあげられます。
インサート成形品は、インサート金具(ターミナル)とプラスチック金型の合わせが重要です。
弊社では、インサート成形に対する金型も設計から製作まで、内製化しています。
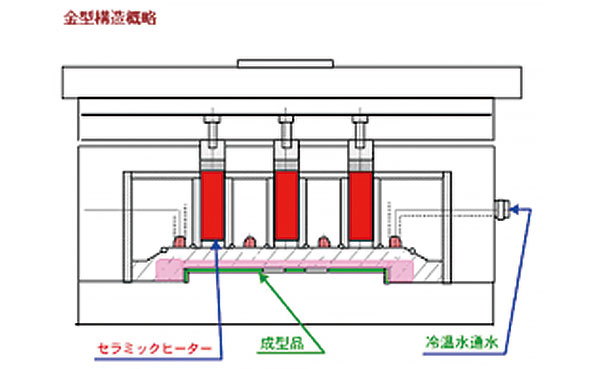
成形1サイクル中に、金型温度を樹脂軟化点まで上げ、取り出し可能な温度まで下げる事で、一般成形では得られない成形品質を得られます。
また、その品質を維持して成形サイクルを短縮でき得る成形方法です。
・表面光沢のある成形品質
・ソリ、ヒケのない成形品質
・ウェルドが目視できない成形品質
これらのような外観品質が得られます。
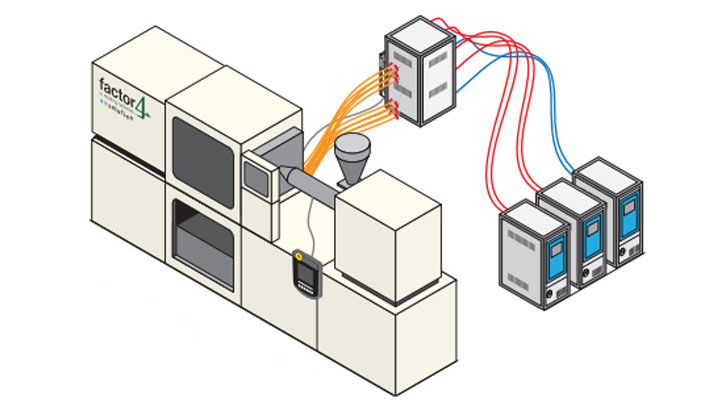
1.MCHH 88-J × 3台
(加熱用、予備加熱用、冷却用)
2.バルブコントローラ
3.制御盤
 通常 60℃ 通常 60℃ |
 通常 100℃ 通常 100℃ |
 通常 130℃ 通常 130℃ |
 ヒート&クール 130℃ ヒート&クール 130℃ |
 ヒート&クール 140℃ ヒート&クール 140℃ |
多様な素材、複雑な形状、ロット数に関わらず、お客様からのご要望を実現いたします。
| 2色成形ボタン生地(未塗装) +ボタンホルダ  |
2色成形ボタン生地(未塗装) |
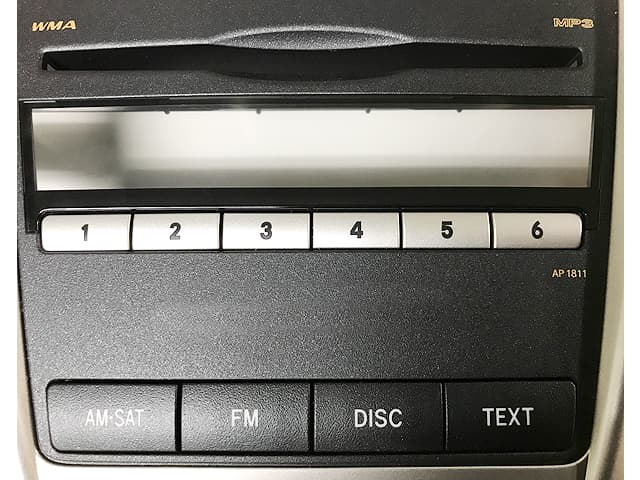
2色成形ボタンユニット (3コート塗装)  |
| 2色成形ボタンユニット (3コート塗装/未塗装生地)  |
2色成形ボタンユニット (3コート塗装) 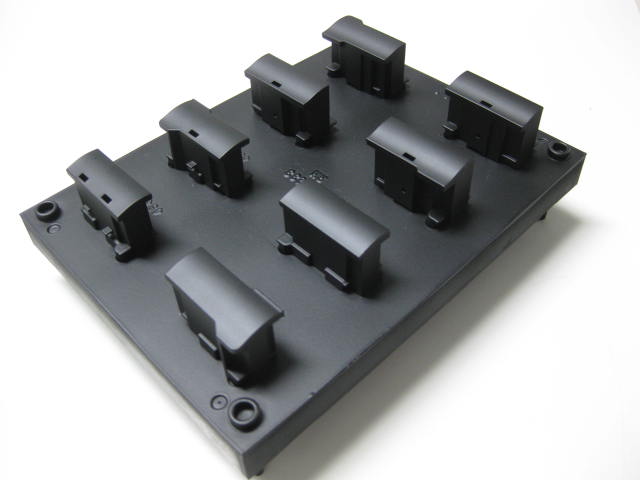 |
2色成形ボタンユニット (3コート塗装+レーザカット)  |
鍍金加工 |
厚肉対応2色成形品 |
高光沢ABS成形品 |
再生ABS使用文具成形品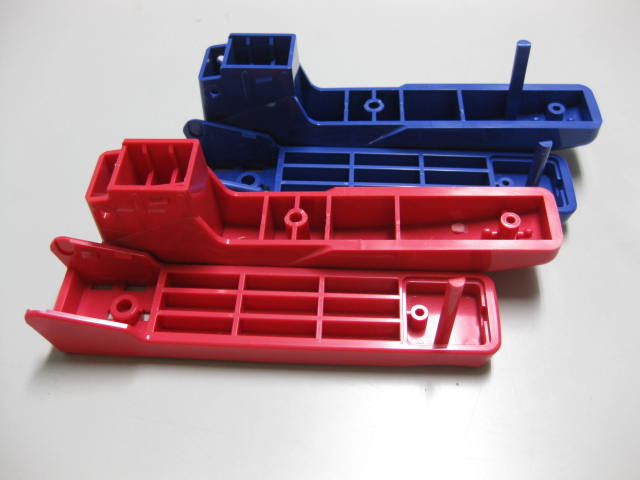 |
透明PS成形品 |
 詳細はこちら
詳細はこちら 詳細はこちら
詳細はこちら 詳細はこちら
詳細はこちら